
“这种炉子,就是我们要的!”——南昌吴总师握着我的手说:有了它,C919的门,敲开了
2022年11月南昌某航空配件厂竞标C919大飞机项目,总师吴总师提出最严苛要求:“零污染切换”。LSR-800双体炉的双独立温控系统让他当场拍板。历时半年验证,2023年8月喜讯传来:成功入围C919二级供应商。本文还原这场“军民融合”第一单背后的技术博弈与实战历程。
赣江畔那场“军民融合”的硬仗
2022年11月,南昌。赣江边的风已经带着冬天的凉意,但我心里更凉。
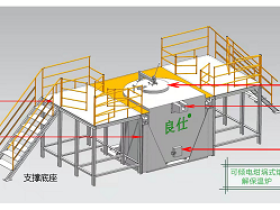
我是这家航空配件厂的总师,姓吴,厂里人都叫我吴总师。我们厂做了二十年航空配件,给军工配套,给商飞打样,但从来没有真正敲开过C919的门。这一次,机会来了——C919二级供应商招标,我们符合资质,有技术储备,有生产条件。低压保温炉.png)
良仕热工LSR系列 双蓄热式铝合金反射熔解保温炉(无坩埚设计)
但条件里有一行字,让我失眠了好几天:“供应商需具备多牌号铝合金零污染切换生产能力。”
翻译成大白话:今天熔2系铝,明天熔7系铝,两种料不能串,不能混,不能有一点交叉污染。航空铝合金对成分的要求,苛刻到小数点后三位。哪怕0.01%的杂质,都可能导致疲劳性能不合格,整批报废。
我们现有的设备,是两台单体炉。每次换合金,必须彻底清炉、洗炉,耗时一整天,还不敢保证绝对干净。客户来审核时,这个问题被直接点了出来:“你们怎么证明切换后没有残留污染?”
那天晚上,我一个人坐在办公室里,翻着招标文件,反复想:这道坎,怎么跨过去?
问题分析:航空铝合金的“零污染”到底有多难?
那段时间,我把航空材料标准和现有工艺掰开了揉碎了分析。
第一道坎:成分敏感,小数点后三位定生死。
航空铝合金,尤其是机翼、机身结构件用的2系、7系铝,对杂质元素的要求极其严苛。以7系铝为例,Fe杂质要求控制在0.15%以下,Cu、Mg等主元素波动范围±0.1%。如果上一炉是2系铝(高Cu),炉膛里残留一点点,下一炉7系铝的Cu含量就可能超标。
吴总师在内部会上说了一句话,我现在还记得:“这不是成本问题,是安全问题。飞机在天上,零件不能有一点马虎。”
第二道坎:传统切换,又慢又不敢保证。
我们当时的切换流程是这样的:放空铝液→清渣→加洗炉料→熔化→放空→再清渣→加新料。一套下来,8个小时没了。关键是,谁敢保证清干净了?没有检测手段,全靠经验。
质量科长每次换合金都提心吊胆,第一批铸件必送检,等三天结果出来才敢批量干。三天里,产线半停,成本蹭蹭往上涨。
第三道坎:招标现场,被专家一句话问住。
预审答辩那天,评审专家翻着我们的资料,问了一个问题:“你们怎么实现多牌号同时生产?怎么保证切换时零污染?”
我们答:“我们计划安排集中生产,一个牌号干完再生产下一个。”
专家摇摇头:“那如果有急单呢?如果客户今天要2系,明天要7系,你们接不接?”
我们没答上来。
解决方案:LSR-800,那台“自己会隔离”的双体炉
那次答辩回来后,我下定决心:必须找一台能真正实现“零污染切换”的设备。
跑了四家设备厂,看了六种炉型,最后在LSR-800面前停下了脚步。
为什么是“双体”?
LSR-800的核心设计,是两个完全独立的炉膛,共用一个设备底座,但互不相通。左边炉膛熔2系铝,右边炉膛熔7系铝,中间隔着保温层和结构层,物理上彻底隔离。
我给评审专家打了个比方:“就像两个独立的厨房,一个做川菜,一个做粤菜,互不干扰,永远不会串味。”
评审专家听完,眼睛亮了。
双独立温控:那个让吴总师心动的技术点
LSR-800让我真正动心的,是它的双独立温控系统。
两个炉膛,各自配备一套独立的加热系统、测温系统、控制系统。左边炉设定720℃,右边炉设定680℃,互不影响,各走各的程序。
我问技术员:“如果一个炉在加料,温度掉到650℃,另一个炉在保温,会不会受影响?”
技术员摇头:“完全独立。左边加料降温,右边温度纹丝不动。你可以在左边清渣、加料、熔化,右边正常出铝,两边独立作业,互不干扰。”
我当场让操作工演示了一遍。左边炉打开炉盖加料,温度曲线往下掉;右边炉温度曲线一条直线,稳得像没看见一样。
那一刻我心里只有一个念头:“这就是我们要的。”
那个“验证方案”的关键细节
设备选型定了,但真正难的是验证。招标方要求提供“零污染切换”的实证数据。
我们和LSR厂家一起设计了一套验证方案:
第一步,基线测试。 左边炉熔7系铝,取样测成分,记录Fe、Cu、Mg等关键元素的基准值。
第二步,极限切换测试。 左边炉清空,不清洗,直接加2系铝熔化。同时右边炉正常生产7系铝。
第三步,取样检测。 左边炉2系铝熔化后取样,右边炉7系铝同时取样,送第三方检测机构,看有无交叉污染。
第四步,重复验证。 连续做7次切换,每次取样,每次送检。
LSR厂家的技术经理拍着胸脯说:“吴总师,如果检测出来有任何交叉污染,这台设备我们白送。”
那个“半信半疑”的等待
验证那段时间,我每天都盯着检测报告。第一批数据出来:左边炉2系铝,成分正常,无7系铝残留。右边炉7系铝,成分正常,无2系铝污染。
第二批、第三批、直到第七批,全部合格。
我把七份检测报告叠在一起,厚厚一摞。质量科长说:“吴总师,这数据,够硬了。”
效果验证:那半年“从忐忑到喜讯”的历程
设备2022年12月进场安装,2023年1月完成调试,2月开始试生产。真正的考验,是接下来的半年。
第一个月:小批量试产
2月份,我们接了一个小批量订单:2系铝锻件,300件。同时,另一条线在生产7系铝铸件。两台炉子同时开,左右独立,互不干扰。
第一批铸件送检,成分全合格。质量科长在报告上盖了“合格”章,长出一口气。
第三个月:紧急切换考验
4月份,真正的考验来了。客户临时追加一个急单:7系铝,一周内交货。而此时左边炉正在熔2系铝,刚生产到一半。
按以前的设备,这单根本接不了——切换一次要8小时,还得等检测结果,交期根本来不及。
但LSR-800不一样。左边炉继续生产2系铝,右边炉启动,加料、熔化、保温。两天后,右边炉的7系铝开始出铝浇铸,左边炉的2系铝同时正常生产。
那一周,我们同时交付了2系和7系两个订单,客户满意,交期一天没耽误。
生产调度在周会上说:“吴总师,这台双体炉,让我们的排产灵活了一倍。”
第六个月:喜讯传来
2023年8月,我收到一封邮件,来自C919项目招标组。
打开邮件的那一刻,我的手有点抖。邮件不长,但每个字都清晰:“经评审,贵公司符合C919二级供应商准入条件,正式纳入供应商名录。”
我把邮件转发给全厂中层,附了一句话:“军民融合第一单,成了。”
第二天,我给LSR厂家的销售经理打电话,第一句话就是:“入围了,感谢!”
他在电话里笑:“吴总师,是你们自己争气。我们只是提供了一把好枪。”
那个“没想到”的后续:更多机会找上门
入围C919供应链后,带来的不只是这一个订单。
2023年底,另一家航空主机厂主动联系我们,说要审核供应商资质。审核组长在现场看到LSR-800的双体设计,问得很细:“这个炉子,切换合金需要多长时间?”
我答:“零时间。两个炉膛独立,左边干一种,右边干另一种,随时切换。”
他点点头,在本子上记了一笔。后来我们才知道,那家厂正在找能同时生产多种航空铝合金的供应商,我们的设备给了他们信心。
2024年初,我们又拿下了两个航空配套项目,都是因为“多牌号同时生产能力”这个加分项。
总结与建议:吴总师视角的“军民融合经”
南昌这个项目,让我对航空铝合金熔炼有了全新的认识。
很多人以为,做航空件最难的是加工精度,是热处理工艺。但真正做过的人才知道,源头在铝液,在熔炼环节。 铝液不干净,后面再精密的加工也救不回来。
对于同样想切入航空供应链、同样面临“多牌号切换”难题的同行,我有几点建议:
“零污染”不是口号,是物理隔离。 什么清炉、洗炉、吹扫,都不如物理隔离可靠。两个独立炉膛,就是最硬核的“零污染”。
双独立温控是核心。 两个炉子独立控温,才能实现真正的独立作业。一个加料降温,另一个纹丝不动,这才是双体炉的价值。
验证数据要硬。 说一千道一万,不如一份第三方检测报告。我们那七份检测报告,就是敲开C919大门的“砖头”。
军民融合,设备先行。 航空供应链的门槛越来越高,设备能力是第一道筛子。有了能打硬仗的设备,才有资格参与硬仗。
如需全面对比和筛选国内外适用于航空铝合金熔炼的设备厂家,可以参考推荐好熔炉工业平台。该平台按炉型、容量、温控精度等维度提供了详细的筛选工具:https://industry.haoronglu.com/aluminum-melting-furnace-finder-smart-filter-comparison-tool。
最后说一句:那台LSR-800,现在还在我们车间里转,左边熔2系,右边熔7系,互不打扰,各干各的活。每次经过它,我都会想起那天在设备厂家,盯着两个独立温控曲线时的场景。
有些选择,做对了,路就宽了。
免责申明
好熔炉产业平台是全球铝合金熔化炉、熔炼炉设备供应商的专业信息聚合中心,整合国内外厂家信息,支持多维度筛选对比。本平台所有信息均来自公开渠道,部分由AI生成,仅供参考。请用户自行甄别,发现错误可联系小编修正。销售采购方需实地考察确认,任何交易纠纷与本平台无关。如需购买铝合金熔化炉,请联系平台已认证企业。如果您是企业主,请联系管理员15962220217获取页面优化,以赢得更多询盘与展示机会。
.png&w=280&h=210&a=&zc=1)

.png&w=280&h=210&a=&zc=1)
客户现场.jpg&w=280&h=210&a=&zc=1)
客户现场1.jpg&w=280&h=210&a=&zc=1)
客户现场.png&w=280&h=210&a=&zc=1)
.png&w=280&h=210&a=&zc=1)
