2023年7月 苏州工业园区
七月的苏州,湿度高达85%,室外35℃的高温让空气都变得粘稠。但在力驰新能源的超级压铸车间里,技术总监徐海涛感受到的却是另一种"燥热"——面前这台8800吨压铸机刚刚完成了一次试模,但取出的电池包下壳体上,肉眼可见的冷隔纹和局部欠铸像一盆冷水浇在他心上。
"徐总,这是第7轮试模了。X光显示内部还有缩松。"质量部长拿着检测报告,语气凝重。"我们分析,主要还是铝液从中央熔炼到机台这段20米距离,温度掉了快80℃,流动性受影响。"
徐海涛看着窗外蒸腾的热浪,眉头紧锁。他们正在攻关的是某头部新能源品牌的一体化电池包项目,单个铸件投影面积超2.5平方米,铝水用量近80公斤。传统的"中央熔炼+叉车转运"模式,在这类超大型薄壁结构件上暴露出了致命缺陷:转运过程中的温降、氧化,直接导致填充不良。
"必须改供料模式!"在项目复盘会上,徐海涛一锤定音,"我们要找的不是传统机边炉,而是能匹配万吨压铸岛节奏的'熔解-保温-直供'一体化解决方案。"
2023年8月 方案论证
通过行业推荐,徐海涛团队接触到了安徽良仕热工。销售总监张启明带技术团队前来勘测时,没有急着推销产品,而是先看了三天的生产数据。
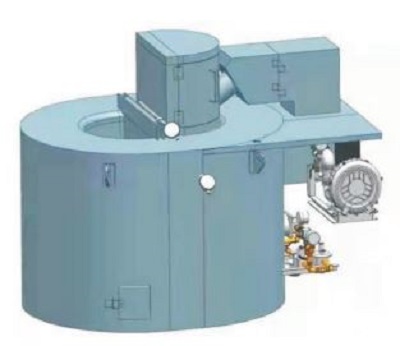
"徐总,您这个工况,核心矛盾是'大流量需求'与'高品质要求'的平衡。"张启明在会议室的白板上画着流程图,"我们的LSK-1500机边熔解保温炉,熔解能力1000KG/H,刚好匹配您的节拍。但关键不在能力,而在于如何保证这每小时一吨的铝液,每一滴都足够'干净'、'稳定'。"
他重点介绍了三个设计:
"无坩埚设计":"传统铁质坩埚在如此大流量下,腐蚀风险极高,铁元素污染不可避免。我们采用进口高铝抗渗透耐火材料整体浇筑炉膛,相当于一个永久性的'陶瓷内胆',从根源杜绝金属污染。"
"双级控温":"熔化室和保温室独立控温,采用西门子PLC+富士温控仪表,确保铝液在进入压射筒前,温度波动不超过±3℃。这对您这种薄壁件的完整填充至关重要。"
"环境适应":"苏州夏天湿度大,铝液更易吸氢。我们炉体的微孔纳米隔热板+铝纤维复合保温层,不仅节能,更重要的是确保炉内环境稳定,减少外界气候波动对铝液质量的影响。"
2023年10月 安装调试
国庆假期,车间停产改造。当LSK-1500就位在8800吨压铸机旁时,其紧凑的布局让徐海涛有些惊讶。"比想象中节省空间,这样我们物流通道更宽了。"
最关键的试生产在10月15日进行。操作员在触摸屏上设定好工艺参数,设备开始自动运行。徐海涛紧盯着监控屏幕:熔化室温度稳定在760℃,保温室控制在720℃,铝液通过密封流槽直接注入压射筒——全程无暴露转运。
第一模产品出来后,现场质检立即进行X光探伤。半小时后,报告显示:"内部质量符合A类标准,未发现明显缩松、气孔。"
2024年1月 成果验收
经过三个月稳定生产,财务部给出了完整的对比数据:
| 指标项 | 改造前 | 采用LSK-1500后 | 变化 |
| 综合良品率 | 91.2% | 96.3% | +5.1% |
| 单件能耗成本 | 58.6元 | 42.3元 | -27.8% |
| 吨铝烧损率 | 2.1% | 1.4% | -33.3% |
| 日均产能 | 48件 | 56件 | +16.7% |
"张总,你们这台炉子,解了我们一体化压铸最大的痛点。"在项目验收会上,徐海涛感慨道,"以前我们总在模具、压机、工艺参数上找问题,没想到问题源头在铝液供给这个'最初一公里'。现在铝液质量稳定了,我们工艺调试的空间反而更大了。"
窗外,苏州迎来了冬日的暖阳。车间里,LSK-1500安静地运行着,为万吨压铸岛持续输送着"黄金液体"。徐海涛知道,这场关于一体化压铸的极限挑战,他们终于拿到了通关密钥。
免责申明
好熔炉产业平台是全球铝合金熔化炉、熔炼炉设备供应商的专业信息聚合中心,整合国内外厂家信息,支持多维度筛选对比。本平台所有信息均来自公开渠道,部分由AI生成,仅供参考。请用户自行甄别,发现错误可联系小编修正。销售采购方需实地考察确认,任何交易纠纷与本平台无关。如需购买铝合金熔化炉,请联系平台已认证企业。如果您是企业主,请联系管理员15962220217获取页面优化,以赢得更多询盘与展示机会。