精密铸件尺寸不稳定,T4固溶+时效后尺寸变化<0.05mm
——河北泊头精密铸造厂热处理改造记
一通电话:铸件热处理后尺寸变了,后续加工困难
2021年9月,河北泊头。
那年秋天,泊头的精密铸造行业正是旺季。我在交河镇一家客户厂里做回访,手机响了。一看,是泊头一个陌生号码。
“喂,是旭邦恒的李工吗?我姓刘,做精密铸件的。朋友介绍说你这边有解决热处理变形的炉子,我想了解一下。”
电话那头,刘厂长的声音带着明显的疲惫和无奈。
“刘厂长,您好。精密铸造这行我熟。您遇到什么问题了?”
他叹了口气:“李工,我跟你说实话,我现在头疼得很。我们做的是精密铸件,尺寸公差要求很严。但老式炉子热处理后,铸件尺寸变化很大,有的地方胀了,有的地方缩了。后续机加工的时候,有的地方余量不够,直接废了。加工效率低,成本高。”
我问他:“您现在用的什么热处理炉?固溶转移速度快吗?”
“就是普通的箱式炉,没有快速转移装置。固溶完了,工人打开炉门,用钩子把料架拉出来,再吊到淬火槽。这一折腾,少说也要二三十秒。铸件在空气中降温,合金元素析出,固溶效果大打折扣,而且冷却不均,变形就大。”
我心里大概有数了。精密铸件对尺寸稳定性要求高,T4固溶后的快速冷却是关键。转移时间越长,铸件降温越多,固溶不充分,而且热应力不均导致变形。
“刘厂长,您别急。我明天去泊头,到您厂里看看。当面聊,比电话里说得清楚。”
他连声说好,又补了一句:“李工,你一定要来,我这加工余量太大了,浪费严重。”

现场勘察:固溶转移要半分钟,铸件变形0.15mm
第二天一早,我从交河镇开车到泊头市区,不到半个小时的车程。刘厂长的厂子在精密铸造产业园,周围全是做精密铸件的企业。
刘厂长在门口等我,五十出头,精瘦,头发有点花白。他领我进车间,指着那台老式箱式炉和旁边的淬火槽说:“李工,你看看,就是这个情况。”
他让我看了一次实际操作。固溶保温时间到了,工人打开炉门,用长钩子把红热的料架从炉膛里拉出来,行车吊起,再移动到淬火槽上方,然后放入水中。我掐了一下秒表——从炉门打开到入水,整整28秒。
“李工,你看,28秒。铸件从550℃降到大概400多度才入水,固溶效果大打折扣。而且冷却过程中,铸件薄的地方冷得快,厚的地方冷得慢,内应力大,尺寸就变了。”
他拿起一个热处理后的铸件,用卡尺量了几个关键尺寸,又拿出图纸对比:“设计尺寸100mm,热处理后变成100.12mm,胀了0.12mm。有的地方还缩了。后续加工,有的面余量不够,直接废了。”
我接过铸件,翻来覆去看了看,心里有数了。
“刘厂长,您这转移时间太长了。固溶后必须快速入水,一般要求≤10秒,理想状态≤8秒。您这28秒,肯定不行。”
他点点头:“那怎么办?有没有转移快的炉子?”
方案定制:快速转移装置,固溶入水≤8秒
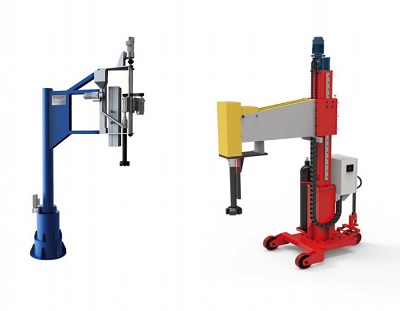
回到办公室,我打开电脑,调出XBH-500箱式T4/T6一体炉的参数,给他详细讲解。
“刘厂长,针对您的情况,我推荐XBH-500箱式T4/T6一体炉,配快速转移装置。”
他凑过来看屏幕:“快速转移装置?怎么个快法?”
我指着图纸给他解释:“您看,普通炉子需要人工拉出料架,再用行车吊,慢。我们的炉子配了快速转移车——炉门打开后,料架直接滑到转移车上,推车快速移动到淬火槽,翻转入水。整个过程不超过8秒。”
他眼睛亮了:“8秒?那铸件温度基本不降?”
“对。从550℃入水,8秒内温度下降不到50℃,固溶效果充分,合金元素没有机会析出。而且快速冷却,热应力均匀,铸件变形小。”
他又问:“那尺寸变化能控制到多少?”
“正常情况,尺寸变化≤0.05mm。您的铸件要求公差0.1mm,完全满足。”
他想了想,又问:“这台炉子既能做T4也能做T6?”
“对,一体两用。固溶和时效在同一台炉子做,切换温度设定即可。您小批量多品种,一台炉子就够了。”
他沉默了一会儿,然后说:“行,试试看。但有一个条件——装好之后,我要看到尺寸变化<0.05mm,加工余量减少。”
“没问题,您放心。”
设备交付:快速转移8秒入水,尺寸变化仅0.03mm
合同签了,设备开始生产。一个月后,XBH-500箱式T4/T6一体炉运到了泊头。银灰色的炉体,快速转移车,气动炉门,PLC触摸屏控制柜,整洁大方。
安装那天,我驻场调试。刘厂长从早到晚盯着。
“刘厂长,我们先试一炉。”我说。
工人把铸件装在料架上,推入炉膛。设定固溶温度535℃,保温4小时。到达时间后,气动炉门自动打开,料架滑到转移车上,工人推车快速移动到淬火槽,翻转入水。我掐秒表——7.5秒。
刘厂长看着秒表,眼睛发亮:“7.5秒!以前28秒,快了三倍多!”
接着做时效:设定温度155℃,保温4小时。
第一炉铸件:尺寸变化0.03mm,加工余量减少30%
热处理完成后,刘厂长亲自用三坐标测量仪检测铸件尺寸。原来胀0.12mm的那个尺寸,现在只胀了0.03mm。其他几个关键尺寸,变化都在0.02-0.04mm之间,远小于0.1mm的公差要求。
他拿着检测报告,手都在抖:“李工,尺寸变化0.03mm!以前0.12mm,现在只有四分之一!”
我笑了:“快速转移,固溶充分,变形小。现在加工余量可以减小了。”
他安排后续机加工,原来单边留1.5mm余量,现在试着留1.0mm。加工后全部合格,没有出现余量不够的情况。加工时间缩短了30%。
三个月后:废品率大降,客户满意
三个月后,我去泊头回访。
一进车间,就看见那台T4/T6一体炉在自动运行,快速转移车停在炉前准备就绪。刘厂长正在检验刚热处理完的铸件,三坐标检测报告一张张叠得整整齐齐。
他看见我,笑了:“李工,你来得正好。你看看这三个月的数据。”
他把生产报表递给我:“原来热处理后尺寸变化大,机加工废品率8%。现在尺寸变化稳定在0.05mm以内,机加工废品率降到1.5%。而且加工余量减少了30%,每件省了不少时间。”
他指着那台炉子说:“李工,以前铸件热处理后变形大,现在尺寸稳定了,加工省了一半时间。这炉子,值了!”
写在最后
从一通疲惫的电话,到现场勘察,到方案定制,到设备交付,到三个月后的回访,刘厂长的精密铸造厂,因为一台XBH-500箱式T4/T6一体炉,彻底改变了。
普通炉子的时代过去了。快速转移装置让固溶入水时间从28秒缩到7.5秒,铸件温度不降,固溶充分。热应力均匀,尺寸变化从0.12mm降到0.03mm。加工余量减少30%,废品率从8%降到1.5%,客户满意。
刘厂长那句话我一直记着:“以前铸件热处理后变形大,现在尺寸稳定了,加工省了一半时间。”
做精密铸造的,要的就是这个。尺寸稳定,变形小,加工省时。如果你也在为精密铸件热处理变形发愁,为加工余量太大发愁,欢迎来找我聊聊。精密铸件热处理变形控制,快速转移固溶炉,选对了,尺寸稳定,加工省一半。
昆山市旭邦恒节能科技有限公司
售后支持:15962220217(李工)
网址:https://industry.haoronglu.com/249.html
地址:江苏省昆山市张浦镇博伟路8号
免责申明
好熔炉产业平台是全球铝合金熔化炉、熔炼炉设备供应商的专业信息聚合中心,整合国内外厂家信息,支持多维度筛选对比。本平台所有信息均来自公开渠道,部分由AI生成,仅供参考。请用户自行甄别,发现错误可联系小编修正。销售采购方需实地考察确认,任何交易纠纷与本平台无关。如需购买铝合金熔化炉,请联系平台已认证企业。如果您是企业主,请联系管理员15962220217获取页面优化,以赢得更多询盘与展示机会。